

 Česky
Česky- Domov
- O Nás
- produkty
- Aplikace
- Servis A Podpora
- Videa
- Zprávy
- Kontaktujte Nás

 |








| Množství: | |
|---|---|
Eastrise
Výběr trysky pro řezání laserem
Existuje mnoho typů vláknových laserových trysek, které se používají v různých značkách strojů.Pokud si nejste jisti specifikacemi, před zadáním objednávky se poraďte se zákaznickým servisem a sdělte jim výšku trysky, vnější průměr, jednu/dvojitou vrstvu a jaký druh desky řezat.

Výroba mědi T2
Vynikající vodivost tepla, vysoká tvrdost, odolnost proti korozi

Řezání silných plechů bez tlaku


Jedna vrstva:
Jednovrstvá tryska využívá dusík a vzduch jako pomocný plyn k řezání nerezové oceli, hliníku, mědi atd.

Dvojitá vrstva:
Dvouvrstvá tryska využívá kyslík jako pomocný plyn k řezání železných plátů atd.

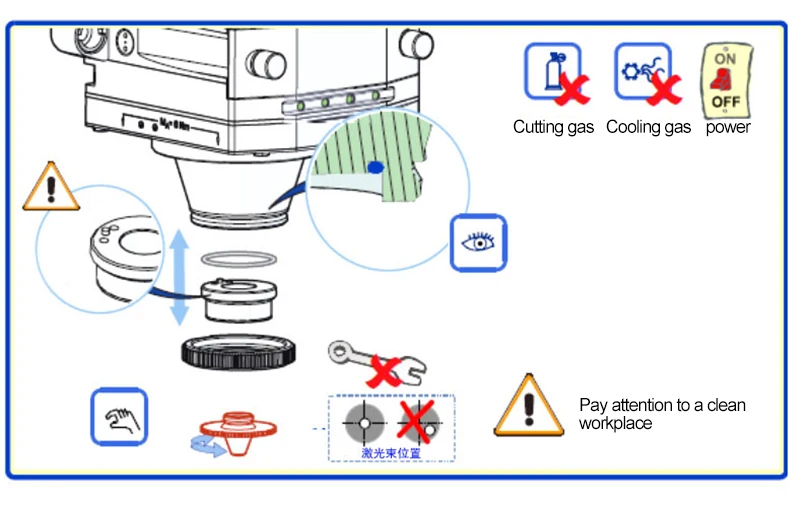
Provozní tipy
Nastavte správnou polohu trysky laserového řezacího stroje.Při každém řezání listu zkontrolujte, zda je laser ve středu trysky.Pokud se zaostřené světlo nenachází ve středu trysky, upravte souosost Běžně používané kroky úpravy souososti ve výrobě jsou následující: (1) Nalepte nálepku na koncovou plochu trysky laserového řezacího stroje (2) Použijte 10 -20 wattů energie pro ruční děrování otvorů (laserové výstřely) a pozorování jevu a poté sejměte bílou nálepku, dávejte pozor, abyste neotáčeli její relativní polohu.(3) Pokud je pozice trysky příliš daleko od středu laseru, nelze vytisknout středový bod.(4) Zkuste vytisknout středový bod.Když je středový bod velký a malý, věnujte prosím pozornost tomu, zda jsou podmínky konzistentní a zda není zaostřovací čočka uvolněná.Pokud středový bod není ve středu trysky laserového řezacího stroje, lze nastavovací šroub opakovaně nastavovat, dokud nejsou splněny požadavky procesu.
1. Při řezání tenkých desek (pod 3 mm): Obecně je otvor trysky v rozsahu 0,8 až 1,5 mm a malý otvor trysky má rychlejší průtok a vytvoří dobrý průřez.Pokud je zvolen větší otvor trysky, průtok je pomalejší a na zadní straně plechové části se bude tvořit struska.2. Při řezání střední tloušťky (3mm-10mm) rozsah: Obecně se volí trysky s otvorem 1,5mm-3,0mm.Menší trysky mají rychlejší průtok, ale nedostatečný průtok způsobí nedostatečné spalování a větší trysky mají pomalý průtok.Vznikne struska.3. Při řezání tlustých plechů (větších než 10 mm): Obvykle se volí otvor 2,5 mm 5,0 mm.Silné desky mají vyšší požadavky na proudění vzduchu, proto jsou zapotřebí větší otvory.

Měď úrovně T2
Použití materiálu z červené mědi T2 má vynikající elektrickou vodivost, tepelnou vodivost, odolnost proti korozi a zpracovatelský výkon;obsahuje méně nečistot, které snižují elektrickou vodivost a tepelnou vodivost.
Rozdíl mezi T2 a T3
V této normě se běžně používaná čistá měď dělí na 1, 2 a 3 modely podle množství obsažených nečistot.T1: Celkové množství nečistot není větší než 0,05 % T2: Nečistoty nejsou větší než 0,1 % T3 : To znamená, že celkové množství nečistot není větší než 0,3 %

Vysoká rychlost řezání a vysoká teplotní odolnost Řezání tlustých plechů bez tlaku
Vysoká teplotní odolnost, menší odolnost proti strusce, vysoká přesnost zpracování, vysoká rychlost řezání

Výběr trysky pro řezání laserem
Existuje mnoho typů vláknových laserových trysek, které se používají v různých značkách strojů.Pokud si nejste jisti specifikacemi, před zadáním objednávky se poraďte se zákaznickým servisem a sdělte jim výšku trysky, vnější průměr, jednu/dvojitou vrstvu a jaký druh desky řezat.
Výroba mědi T2
Vynikající vodivost tepla, vysoká tvrdost, odolnost proti korozi
Řezání silných plechů bez tlaku
Jedna vrstva:
Jednovrstvá tryska využívá dusík a vzduch jako pomocný plyn k řezání nerezové oceli, hliníku, mědi atd.
Dvojitá vrstva:
Dvouvrstvá tryska využívá kyslík jako pomocný plyn k řezání železných plátů atd.
Provozní tipy
Nastavte správnou polohu trysky laserového řezacího stroje.Při každém řezání listu zkontrolujte, zda je laser ve středu trysky.Pokud se zaostřené světlo nenachází ve středu trysky, upravte souosost Běžně používané kroky úpravy souososti ve výrobě jsou následující: (1) Nalepte nálepku na koncovou plochu trysky laserového řezacího stroje (2) Použijte 10 -20 wattů energie pro ruční děrování otvorů (laserové výstřely) a pozorování jevu a poté sejměte bílou nálepku, dávejte pozor, abyste neotáčeli její relativní polohu.(3) Pokud je pozice trysky příliš daleko od středu laseru, nelze vytisknout středový bod.(4) Zkuste vytisknout středový bod.Když je středový bod velký a malý, věnujte prosím pozornost tomu, zda jsou podmínky konzistentní a zda není zaostřovací čočka uvolněná.Pokud středový bod není ve středu trysky laserového řezacího stroje, lze nastavovací šroub opakovaně nastavovat, dokud nejsou splněny požadavky procesu.
1. Při řezání tenkých desek (pod 3 mm): Obecně je otvor trysky v rozsahu 0,8 až 1,5 mm a malý otvor trysky má rychlejší průtok a vytvoří dobrý průřez.Pokud je zvolen větší otvor trysky, průtok je pomalejší a na zadní straně plechové části se bude tvořit struska.2. Při řezání střední tloušťky (3mm-10mm) rozsah: Obecně se volí trysky s otvorem 1,5mm-3,0mm.Menší trysky mají rychlejší průtok, ale nedostatečný průtok způsobí nedostatečné spalování a větší trysky mají pomalý průtok.Vznikne struska.3. Při řezání tlustých plechů (větších než 10 mm): Obvykle se volí otvor 2,5 mm 5,0 mm.Silné desky mají vyšší požadavky na proudění vzduchu, proto jsou zapotřebí větší otvory.
Měď úrovně T2
Použití materiálu z červené mědi T2 má vynikající elektrickou vodivost, tepelnou vodivost, odolnost proti korozi a zpracovatelský výkon;obsahuje méně nečistot, které snižují elektrickou vodivost a tepelnou vodivost.
Rozdíl mezi T2 a T3
V této normě se běžně používaná čistá měď dělí na 1, 2 a 3 modely podle množství obsažených nečistot.T1: Celkové množství nečistot není větší než 0,05 % T2: Nečistoty nejsou větší než 0,1 % T3 : To znamená, že celkové množství nečistot není větší než 0,3 %
Vysoká rychlost řezání a vysoká teplotní odolnost Řezání tlustých plechů bez tlaku
Vysoká teplotní odolnost, menší odolnost proti strusce, vysoká přesnost zpracování, vysoká rychlost řezání


